甘肅好的幕墻加工廠家
發(fā)布時(shí)間:2022-04-13 00:25:13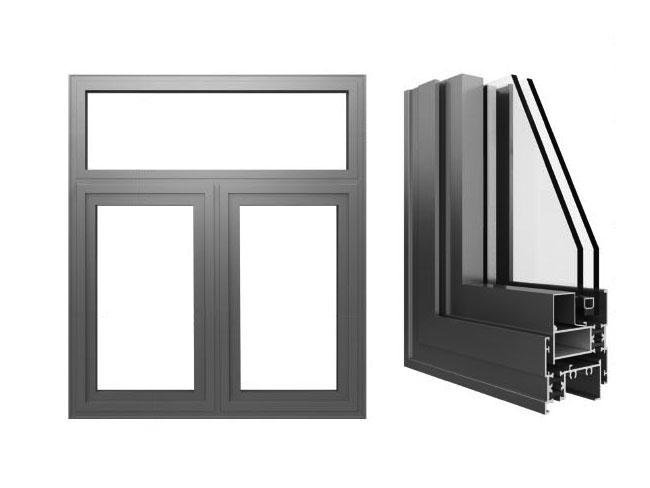
甘肅好的幕墻加工廠家
按照使用方式來看,鋁型材的施工比較方便,具有模組化跟多功能化,不需要很復(fù)雜的設(shè)計(jì)跟加工,可以快速的構(gòu)造出較理想的機(jī)械設(shè)備框架跟外衣,然后使用配件,如角件,螺栓螺母等就可以組裝成型。而鋁型材的連接方式也不僅僅是螺栓螺母連接,也有打孔攻牙,根據(jù)不同的應(yīng)用結(jié)構(gòu)選擇不同的連接方式,可以使產(chǎn)品更加穩(wěn)固,多樣的連接方式也為鋁型材增加了更多的機(jī)會(huì)。了解到鋁型材可擴(kuò)充性強(qiáng),獨(dú)特的T型凹槽設(shè)計(jì),加裝組件時(shí)無需拆卸型材,即可在任意位置安裝螺母螺栓,改裝設(shè)備簡(jiǎn)單快捷。這也大大地增加了鋁型材的二次使用空間。
甘肅好的幕墻加工廠家
工業(yè)鋁合金型材是將鋁錠通過加熱擠壓之后得到的一種型材,它廣泛的應(yīng)用在工業(yè)生產(chǎn)當(dāng)中。雖然工業(yè)鋁材的綜合性能已經(jīng)非常的優(yōu)秀了,但是在工業(yè)生產(chǎn)的實(shí)際應(yīng)用中,依然出現(xiàn)了很多的問題,其中比較突出的問題就是不能完全滿足使用的需求,這個(gè)時(shí)候就需要開模定制了,這就是異型材鋁型材開模定制,那么異型鋁型材開模定制流程是怎樣的?介紹下異型材開模定制加工流程:1,確認(rèn)需求:同用戶確認(rèn)是否需要開模,有沒有樣品或者圖紙;2,確認(rèn)圖紙:根據(jù)客戶的圖紙、樣品、實(shí)際使用需求畫出圖紙和CAD圖,然后雙方簽字確認(rèn)圖紙無誤;3,確認(rèn)模具:根據(jù)圖紙,廠家進(jìn)行加工,先做出樣品進(jìn)行檢測(cè)并和客戶確認(rèn);4,擠壓生產(chǎn):在樣品確認(rèn)無誤之后,大批量生產(chǎn),完成客戶的訂單。
甘肅好的幕墻加工廠家
優(yōu)質(zhì)的鋁合金門窗如何分辨?介紹下:看用料:優(yōu)質(zhì)的鋁合金門窗所用的鋁型材,厚度、強(qiáng)度和氧化膜等,應(yīng)符合國家的有關(guān)標(biāo)準(zhǔn)規(guī)定,窗非彈性裝配結(jié)構(gòu)壁厚在1.4毫米以上,門非彈性裝配結(jié)構(gòu)壁厚在2.0毫米以上。抗拉強(qiáng)度達(dá)到每平方米毫米157牛頓,屈服強(qiáng)度要達(dá)到每平方毫米108牛頓,氧化膜厚度應(yīng)達(dá)到10微米。如果達(dá)不到以上標(biāo)準(zhǔn),就是劣質(zhì)鋁合金門窗,不可使用。看價(jià)格:在一般情況下,優(yōu)質(zhì)鋁合金門窗因生產(chǎn)成本高,價(jià)格比劣質(zhì)鋁合金門窗要高能30%左右。有些有壁厚僅0.6-0.8毫米鋁型材制作的,抗拉強(qiáng)度和屈服強(qiáng)度大大低于國家有關(guān)標(biāo)準(zhǔn)規(guī)定,使用很不安全。

甘肅好的幕墻加工廠家
鋁合金門窗下框囤積水溢出主要是風(fēng)大雨大的時(shí)候,大風(fēng)通過窗底縫隙把雨水壓進(jìn)去后,無法及時(shí)通過排水孔排出,越積越多的水在風(fēng)力推動(dòng)下溢過過窗下框流入室內(nèi)。分享的解決辦法是加裝擋水板,但對(duì)于落地窗來說,加高擋水板后要加高此處的門檻,給進(jìn)出的人帶來一些不便。一是新裝修的房屋在裝修時(shí),用市面上一種加高下框的鋁合金框替換原來的窗下框,這種加高的下框比原來的下框更高,大約有5厘米高,雖然在臺(tái)風(fēng)天氣仍會(huì)有一些水花濺出,但有效擋住了積水溢出。二是加裝檔水板,裁一塊不銹鋼板,大約有5-8厘米高,用石膠粘在原來的窗下框上,成為一道擋水板,可有效擋住雨水溢出,施工較方便。為什么要用石膠不用普通玻璃膠,了解是因?yàn)槭z粘結(jié)效果堅(jiān)固耐用,粘結(jié)金屬比玻璃膠的效果較好。
甘肅好的幕墻加工廠家
工業(yè)鋁型材在加工的時(shí)候需要經(jīng)過的一道工序就是擠壓,試模是擠壓的必須操作。那么工業(yè)鋁型材試模有哪些好處呢?介紹下1、為了能夠達(dá)到延長(zhǎng)加工運(yùn)轉(zhuǎn)時(shí)間,需要使液壓油的油溫先進(jìn)行預(yù)熱,以穩(wěn)定熔膠溫度。2、為了調(diào)整擠壓機(jī)的運(yùn)作,通常鋁型材產(chǎn)品都有一定的縮水率,參考產(chǎn)品尺寸的較大值和較小值來調(diào)整擠壓機(jī),如果數(shù)值偏差太大,可以通過調(diào)整閘口的尺寸來進(jìn)行操作。3、各模穴的尺寸偏差都是可以修正的,如果模穴與門口尺寸能對(duì)好,那么就可以通過調(diào)整鋁型材擠壓機(jī)的充模速率或者模具的溫度來修改,并檢查模穴的充模速度有沒有跟上。4、看模穴或模心的位置是否有挪動(dòng),也可以看看充模率是否均勻,模具溫度是否恒溫,如果有異常變化情況要及時(shí)修改。