福州好的鋁型材系統(tǒng)門窗廠家
發(fā)布時間:2025-05-13 00:14:09
福州好的鋁型材系統(tǒng)門窗廠家
框架鋁型材又稱為工業(yè)鋁型材框架,是有擠壓工業(yè)鋁型材和專用工業(yè)鋁型材配件連接所組成的萬用系統(tǒng)框架的統(tǒng)稱。介紹工業(yè)鋁型材框架的特性:1、運用范圍廣:適用于機(jī)器框架、支架、門,工業(yè)自動化設(shè)備,工廠和辦公室的工作臺,貨架、貨柜,梯子等。2、施工方便:具有模組化和多功能化,無需復(fù)雜的設(shè)計和加工,就可以快速地構(gòu)架出較理想機(jī)械設(shè)備外衣。3、造型美觀實用:質(zhì)輕而剛度高,簡潔美觀的外表無需油漆。4、可擴(kuò)充性強(qiáng):獨特的T型,凹槽設(shè)計,加裝組件時無需拆卸型材,即可在任意位置安裝螺母螺栓,改裝設(shè)備簡單快捷,了解到是這樣的。
福州好的鋁型材系統(tǒng)門窗廠家
全鋁家居定位中高端,滿足業(yè)主追求高檔的心理,雖比傳統(tǒng)裝修材料價格略高,但卻也能做到省錢。從何省錢?介紹下:人工費!全鋁家居安裝方式創(chuàng)新,更多安裝工序已在出廠前完成,模塊化的拼裝方式可直接安裝,解決傳統(tǒng)裝修繁瑣問題,安裝更快捷!且安裝只需兩個專業(yè)師傅就能夠完成,這樣算下來,確實省了不少人工費。過度裝修一不小心就用到了有毒有害材料,終導(dǎo)致裝修污染的案例層出不窮,全鋁家居健康環(huán)保,一方面板材取自天然,可以說是高標(biāo)準(zhǔn)。另一方面模塊化的安裝方式,避免了因為膠水產(chǎn)生裝修污染。全鋁家居真正做到健康環(huán)保,為業(yè)主帶去安心。過度裝修產(chǎn)生的盲目攀比與仿照問題令人頭疼,業(yè)主在看到安裝實例后,不顧自家實際情況照搬照抄,結(jié)果不盡人意。

福州好的鋁型材系統(tǒng)門窗廠家
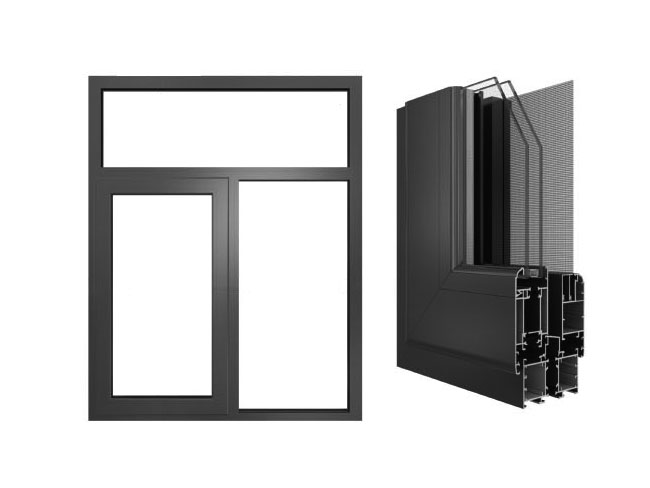
優(yōu)質(zhì)的鋁合金門窗如何分辨?介紹下:看用料:優(yōu)質(zhì)的鋁合金門窗所用的鋁型材,厚度、強(qiáng)度和氧化膜等,應(yīng)符合國家的有關(guān)標(biāo)準(zhǔn)規(guī)定,窗非彈性裝配結(jié)構(gòu)壁厚在1.4毫米以上,門非彈性裝配結(jié)構(gòu)壁厚在2.0毫米以上。抗拉強(qiáng)度達(dá)到每平方米毫米157牛頓,屈服強(qiáng)度要達(dá)到每平方毫米108牛頓,氧化膜厚度應(yīng)達(dá)到10微米。如果達(dá)不到以上標(biāo)準(zhǔn),就是劣質(zhì)鋁合金門窗,不可使用。看價格:在一般情況下,優(yōu)質(zhì)鋁合金門窗因生產(chǎn)成本高,價格比劣質(zhì)鋁合金門窗要高能30%左右。有些有壁厚僅0.6-0.8毫米鋁型材制作的,抗拉強(qiáng)度和屈服強(qiáng)度大大低于國家有關(guān)標(biāo)準(zhǔn)規(guī)定,使用很不安全。

福州好的鋁型材系統(tǒng)門窗廠家
斷橋鋁門窗加工制作:1、加工制作應(yīng)在工廠內(nèi)進(jìn)行,不得在施工現(xiàn)場制作,門窗制作應(yīng)符合設(shè)計和斷熱鋁合金門窗安裝及驗收規(guī)范要求,斷熱鋁合金門窗框應(yīng)安裝牢固門窗應(yīng)推拉、開啟靈活,窗臺處應(yīng)有泄水孔,并應(yīng)設(shè)置限位裝置。緊固件應(yīng)符合有關(guān)技術(shù)規(guī)程的規(guī)定;五金件型號、規(guī)格和性能均應(yīng)符合國家現(xiàn)行標(biāo)準(zhǔn)的規(guī)定。2、滑道上的排水孔加工應(yīng)遵循內(nèi)扇外孔、外扇內(nèi)孔的原則,以保證門窗的密封性能,尤其是下橫毛條水平朝向的推拉窗。3、斷橋鋁門窗組裝前,應(yīng)清除端部加工毛刺,端部節(jié)點以及型材結(jié)合部必須采取防水膠等密封措施,以防止結(jié)構(gòu)滲水。4、隱框窗的結(jié)構(gòu)裝配組合件必須在凈化的室內(nèi)制作和養(yǎng)護(hù)。

福州好的鋁型材系統(tǒng)門窗廠家
介紹擠壓鋁型材的生產(chǎn)流程:1首先將鋁棒吊至長棒熱剪爐的料架上,使鋁棒平鋪于料架。確保無疊棒現(xiàn)象,避免出現(xiàn)意外事故和機(jī)械故障。2規(guī)范操作鋁棒進(jìn)入爐膛內(nèi),建議爐膛存放12根鋁棒。進(jìn)行加溫,常溫加溫約3.5h溫度可達(dá)480℃左右(正常生產(chǎn)溫度),保溫1小時。即可生產(chǎn)!3鋁棒加溫的同時,將模具放置模具爐內(nèi)進(jìn)行加溫!(480℃左右)4鋁棒和模具加溫保溫完成后,將模具放入擠壓機(jī)的模座內(nèi)。5操作長棒熱剪爐對鋁棒進(jìn)行剪切輸送至擠壓機(jī)原料入口內(nèi)。6放入擠壓墊操作擠壓機(jī)對原材料進(jìn)行擠壓7型材通過擠壓出料孔進(jìn)入冷卻風(fēng)階段,由牽引機(jī)進(jìn)行定長牽引及鋸切。8冷床移料臺輸送鋁型材至調(diào)至臺,對鋁型材進(jìn)行調(diào)制矯正9矯正后的鋁型材由輸送臺輸送至成品臺,進(jìn)行定長鋸切。