長(zhǎng)春品牌室內(nèi)門(mén)加工廠家
發(fā)布時(shí)間:2024-11-20 00:15:48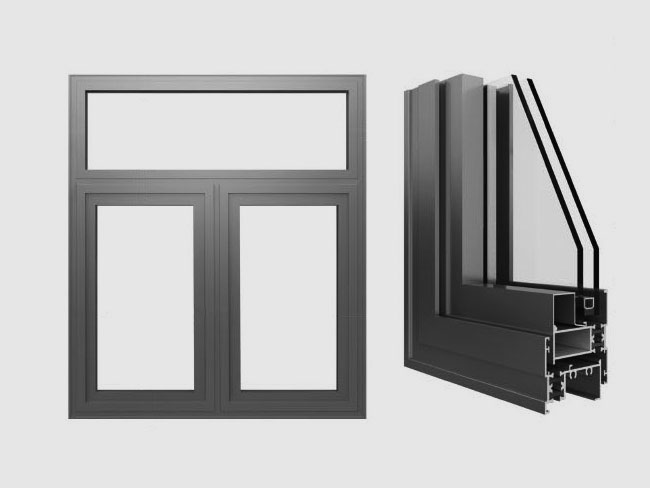
長(zhǎng)春品牌室內(nèi)門(mén)加工廠家
介紹下推拉窗優(yōu)點(diǎn):簡(jiǎn)潔、美觀,窗幅大,玻璃塊大,視野開(kāi)闊,采光率高,擦玻璃方便,使用靈活,安全可靠,使用壽命長(zhǎng),在一個(gè)平面內(nèi)開(kāi)啟,占用空間少,安裝紗窗方便等。目前采用較多的就是推拉窗。缺點(diǎn)是兩扇窗戶不能同時(shí)打開(kāi),建議只能打開(kāi)一半,通風(fēng)性相對(duì)差一些;有時(shí)密封性也稍差。推拉窗 :分左右、上下推拉兩種。推拉窗有不占據(jù)室內(nèi)空間的優(yōu)點(diǎn),外觀美麗、價(jià)格經(jīng)濟(jì)、密封性較好。采用高檔滑軌,輕輕一推,開(kāi)啟靈活。配上大塊的玻璃,既增加室內(nèi)的采光,又改善建筑物的整體形貌。窗扇的受力狀態(tài)好、不易損壞,但通氣面積受一定限制。

長(zhǎng)春品牌室內(nèi)門(mén)加工廠家
工業(yè)鋁型材在加工的時(shí)候需要經(jīng)過(guò)的一道工序就是擠壓,試模是擠壓的必須操作。那么工業(yè)鋁型材試模有哪些好處呢?介紹下1、為了能夠達(dá)到延長(zhǎng)加工運(yùn)轉(zhuǎn)時(shí)間,需要使液壓油的油溫先進(jìn)行預(yù)熱,以穩(wěn)定熔膠溫度。2、為了調(diào)整擠壓機(jī)的運(yùn)作,通常鋁型材產(chǎn)品都有一定的縮水率,參考產(chǎn)品尺寸的較大值和較小值來(lái)調(diào)整擠壓機(jī),如果數(shù)值偏差太大,可以通過(guò)調(diào)整閘口的尺寸來(lái)進(jìn)行操作。3、各模穴的尺寸偏差都是可以修正的,如果模穴與門(mén)口尺寸能對(duì)好,那么就可以通過(guò)調(diào)整鋁型材擠壓機(jī)的充模速率或者模具的溫度來(lái)修改,并檢查模穴的充模速度有沒(méi)有跟上。4、看模穴或模心的位置是否有挪動(dòng),也可以看看充模率是否均勻,模具溫度是否恒溫,如果有異常變化情況要及時(shí)修改。

長(zhǎng)春品牌室內(nèi)門(mén)加工廠家
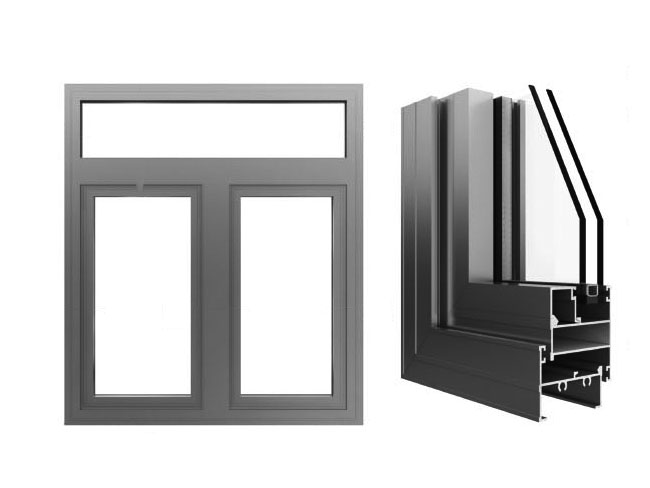
門(mén)窗是室外與室內(nèi)空間的一道防線,因此,選,安全性仍然要放在首位。門(mén)窗的安全性是由多方面因素整合決定的,門(mén)窗的鋁材以及玻璃的抗壓性、鎖座鎖點(diǎn)的防盜防撬性、密封膠條、執(zhí)手等五金配件的質(zhì)量等等,這些都是實(shí)現(xiàn)安全的重要因素,用戶在選擇門(mén)窗時(shí),一定不能忽略門(mén)窗本身的品質(zhì)與性能。門(mén)窗的安全性,還涉及到門(mén)窗類(lèi)型的選擇。如果住宅位于高樓層,就盡量避免選擇外平開(kāi)窗,以免發(fā)生窗扇掉落的安全問(wèn)題;如果是在風(fēng)沙較大的區(qū)域,建議安裝內(nèi)開(kāi)內(nèi)倒窗,在保證通風(fēng)的時(shí)候又能有效避免風(fēng)塵進(jìn)入室內(nèi),這種實(shí)際情況也是用戶需要考慮的方面。
長(zhǎng)春品牌室內(nèi)門(mén)加工廠家
介紹擠壓鋁型材的生產(chǎn)流程:1首先將鋁棒吊至長(zhǎng)棒熱剪爐的料架上,使鋁棒平鋪于料架。確保無(wú)疊棒現(xiàn)象,避免出現(xiàn)意外事故和機(jī)械故障。2規(guī)范操作鋁棒進(jìn)入爐膛內(nèi),建議爐膛存放12根鋁棒。進(jìn)行加溫,常溫加溫約3.5h溫度可達(dá)480℃左右(正常生產(chǎn)溫度),保溫1小時(shí)。即可生產(chǎn)!3鋁棒加溫的同時(shí),將模具放置模具爐內(nèi)進(jìn)行加溫!(480℃左右)4鋁棒和模具加溫保溫完成后,將模具放入擠壓機(jī)的模座內(nèi)。5操作長(zhǎng)棒熱剪爐對(duì)鋁棒進(jìn)行剪切輸送至擠壓機(jī)原料入口內(nèi)。6放入擠壓墊操作擠壓機(jī)對(duì)原材料進(jìn)行擠壓7型材通過(guò)擠壓出料孔進(jìn)入冷卻風(fēng)階段,由牽引機(jī)進(jìn)行定長(zhǎng)牽引及鋸切。8冷床移料臺(tái)輸送鋁型材至調(diào)至臺(tái),對(duì)鋁型材進(jìn)行調(diào)制矯正9矯正后的鋁型材由輸送臺(tái)輸送至成品臺(tái),進(jìn)行定長(zhǎng)鋸切。

長(zhǎng)春品牌室內(nèi)門(mén)加工廠家
介紹鋁合金型材氣泡產(chǎn)生的原因:1、金屬液在壓射室里的充滿度過(guò)低,一般都控制在45%~70%左右,容易產(chǎn)生卷氣,一開(kāi)始的壓射速度過(guò)高。2、模具在澆注系統(tǒng)里的不合理或者是排氣不良。3、熔煉的溫度過(guò)高,讓它的含氣量比較高,熔液沒(méi)有除氣。4、模具的溫度過(guò)高,留模的時(shí)間沒(méi)有達(dá)標(biāo),金屬在凝固的時(shí)候時(shí)間不充足,的強(qiáng)度不夠,過(guò)早的開(kāi)模,讓受壓的氣體膨脹起來(lái)。5、脫模劑、注射頭油的用量過(guò)多。6、噴涂以后吹氣的時(shí)間不夠長(zhǎng),模具的表面水沒(méi)有被吹干。