太原品牌斷橋推拉窗加工廠家
發(fā)布時間:2023-07-08 00:21:58
太原品牌斷橋推拉窗加工廠家
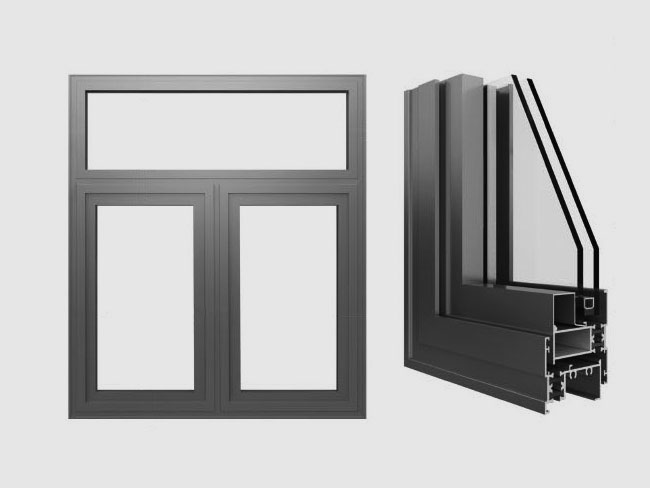
,采用隔熱斷橋鋁型材和中空玻璃,具有節(jié)能、隔音、防噪、防塵、防水等功能。斷橋鋁門窗的熱傳導(dǎo)系數(shù)K值為3W/㎡·K以下,比普通門窗熱量散失減少一半,降低取暖費用30%左右,隔聲量達29分貝以上,水密性、氣密性良好,均達國家A1類窗標準。的生產(chǎn)方式主要有兩種,一種是采用隔熱條材料與鋁型材,通過機械開齒、穿條、滾壓等工序形成“隔熱橋”,稱為隔熱型材“穿條式”;另一種是把隔熱材料澆注入鋁合金型材的隔熱腔體內(nèi),經(jīng)過固化,去除斷橋金屬等工序形成“隔熱橋”,稱為“澆注式”隔熱型材。

太原品牌斷橋推拉窗加工廠家
工業(yè)鋁合金型材是將鋁錠通過加熱擠壓之后得到的一種型材,它廣泛的應(yīng)用在工業(yè)生產(chǎn)當(dāng)中。雖然工業(yè)鋁材的綜合性能已經(jīng)非常的優(yōu)秀了,但是在工業(yè)生產(chǎn)的實際應(yīng)用中,依然出現(xiàn)了很多的問題,其中比較突出的問題就是不能完全滿足使用的需求,這個時候就需要開模定制了,這就是異型材鋁型材開模定制,那么異型鋁型材開模定制流程是怎樣的?介紹下異型材開模定制加工流程:1,確認需求:同用戶確認是否需要開模,有沒有樣品或者圖紙;2,確認圖紙:根據(jù)客戶的圖紙、樣品、實際使用需求畫出圖紙和CAD圖,然后雙方簽字確認圖紙無誤;3,確認模具:根據(jù)圖紙,廠家進行加工,先做出樣品進行檢測并和客戶確認;4,擠壓生產(chǎn):在樣品確認無誤之后,大批量生產(chǎn),完成客戶的訂單。

太原品牌斷橋推拉窗加工廠家
全鋁家居定位中高端,滿足業(yè)主追求高檔的心理,雖比傳統(tǒng)裝修材料價格略高,但卻也能做到省錢。從何省錢?介紹下:人工費!全鋁家居安裝方式創(chuàng)新,更多安裝工序已在出廠前完成,模塊化的拼裝方式可直接安裝,解決傳統(tǒng)裝修繁瑣問題,安裝更快捷!且安裝只需兩個專業(yè)師傅就能夠完成,這樣算下來,確實省了不少人工費。過度裝修一不小心就用到了有毒有害材料,終導(dǎo)致裝修污染的案例層出不窮,全鋁家居健康環(huán)保,一方面板材取自天然,可以說是高標準。另一方面模塊化的安裝方式,避免了因為膠水產(chǎn)生裝修污染。全鋁家居真正做到健康環(huán)保,為業(yè)主帶去安心。過度裝修產(chǎn)生的盲目攀比與仿照問題令人頭疼,業(yè)主在看到安裝實例后,不顧自家實際情況照搬照抄,結(jié)果不盡人意。

太原品牌斷橋推拉窗加工廠家
介紹斷橋鋁門窗優(yōu)勢特點:1、防止冷凝:帶有隔熱條的型材內(nèi)表面的溫度與室內(nèi)溫度接近,降低室內(nèi)水分因過飽和而冷凝在型材表面的可能性。2、節(jié)能:在冬季,帶有隔熱條的窗框能夠減少1/3的通過窗框的散失的熱量;在夏季,如果是在有空調(diào)的情況下,帶有隔熱條的窗框能夠更多地減少能量的損失。3、降低噪音:采用厚度不同的中空玻璃結(jié)構(gòu)和隔熱斷橋鋁型材空腔結(jié)構(gòu),了解能夠有效降低聲波的共振效應(yīng),阻止聲音的傳遞,可以降低噪音30dB以上。4、顏色豐富多彩:采用陽極氧化、粉末噴涂、氟碳噴涂表面處理后可以生產(chǎn)不同顏色的鋁型材,經(jīng)滾壓組合后,使隔熱鋁合金門窗產(chǎn)生室內(nèi)、室外不同顏色的雙色窗戶。

太原品牌斷橋推拉窗加工廠家
介紹鋁型材的保養(yǎng)方法:1.鋁型材在搬運過程中,需輕拿輕放,嚴防磕碰造成表面碰傷,影響表面美觀;2.鋁型材在運輸過程中,需用苫布蓋好,嚴防雨水、雪的侵入;3.鋁型材的貯存環(huán)境應(yīng)干燥、明亮,通風(fēng)良好,無腐蝕氣候,同時應(yīng)嚴防雨、水、雪侵入;4.鋁型材在貯存時,其底部需用墊木與地面隔開,保持與地面距離大于10CM;5.鋁型材在貯存時,嚴禁與化學(xué)材料和潮濕性材料一同存放;6.在安裝過程中,表面需先貼防水膠帶,與墻體接觸的框料,這樣型材表面的氧化膜及漆膜不遭破壞,同時選用合格的水泥、沙土;7.加工成門、窗后,定期用凈布和中性清潔劑清潔鋁材表面。
太原品牌斷橋推拉窗加工廠家
介紹擠壓鋁型材的生產(chǎn)流程:1首先將鋁棒吊至長棒熱剪爐的料架上,使鋁棒平鋪于料架。確保無疊棒現(xiàn)象,避免出現(xiàn)意外事故和機械故障。2規(guī)范操作鋁棒進入爐膛內(nèi),建議爐膛存放12根鋁棒。進行加溫,常溫加溫約3.5h溫度可達480℃左右(正常生產(chǎn)溫度),保溫1小時。即可生產(chǎn)!3鋁棒加溫的同時,將模具放置模具爐內(nèi)進行加溫!(480℃左右)4鋁棒和模具加溫保溫完成后,將模具放入擠壓機的模座內(nèi)。5操作長棒熱剪爐對鋁棒進行剪切輸送至擠壓機原料入口內(nèi)。6放入擠壓墊操作擠壓機對原材料進行擠壓7型材通過擠壓出料孔進入冷卻風(fēng)階段,由牽引機進行定長牽引及鋸切。8冷床移料臺輸送鋁型材至調(diào)至臺,對鋁型材進行調(diào)制矯正9矯正后的鋁型材由輸送臺輸送至成品臺,進行定長鋸切。